总 部:029-88325700
地 址:西安市高新区高新路80号望庭国际一单(dān)元901室
工(gōng) 厂(chǎng):029-86085235
网(wǎng)址:www.jiamusi.chaxunxianlu.com
地 址:西安泾河(hé)工业园北区西金路195号
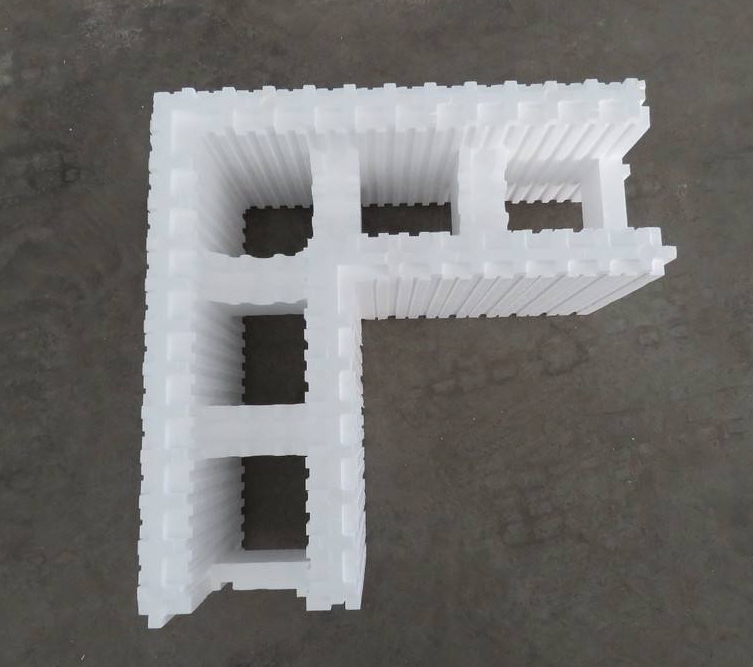
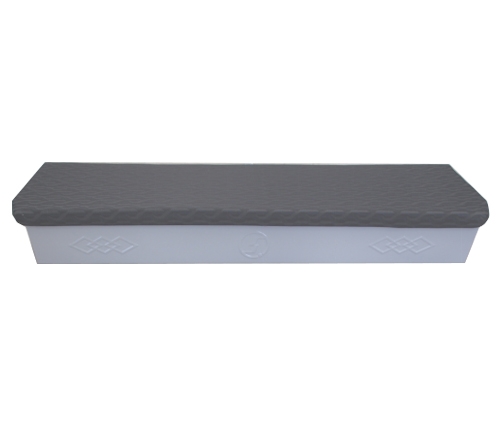
为了保(bǎo)证(zhèng)制(zhì)件生产周期和产品质量(liàng)的稳定(dìng)性(xìng),epp保温箱模(mó)具(jù)温度(dù)控制精度一般要求小于±4℃,要求高时可达±1℃以内。成型时模具各点的温度分布的(de)不均匀度允许为2~3℃,若各点温差过大将使制件产生(shēng)变形。
由于聚氨酯的粘模性,每次成型或间隔一次至数次就要涂抹脱模剂,这样(yàng)会影响模具的温度分布(bù)。因此,聚氨(ān)酯的模具(jù)温度分布的控制更应格。
RIM模具(jù)温度的选择(zé)还(hái)和泡沫塑料(liào)制品的表(biǎo)面质量指(zhǐ)标有关。过高的(de)模具温度使制(zhì)品表皮很薄(báo),并显(xiǎn)得粗糙且易剥落(luò),过低的模具(jù)温度则使制(zhì)品表(biǎo)皮很厚且呈现脆性。
温(wēn)箱(xiāng)")
分型面。泡沫塑料RIM成型的制件分型面(miàn)选择关系到制件的质量、强(qiáng)度和外观等。如(rú)果分(fèn)型面有多种选择方案,最 好选择使反(fǎn)应物能在分型面处或分型面以下成型的分型面。反应物上佳(jiā)注入位置是在分型面处或是制件最 低(dī)点,这样可以利(lì)用正在膨(péng)胀并充满模腔的反应物(wù)料将模内(nèi)空气挤(jǐ)岀模腔(qiāng)。分型面的选择还(hái)关系(xì)到混合头(tóu)、主流道、分流道、浇口、排气槽的位置,并(bìng)影响制件脱模。
浇注(zhù)系统。RIM成型机在混合头到(dào)模(mó)具之(zhī)间有一个转换区域,包(bāo)括主流道、分流道、浇口与后混合(hé)器。转换区(qū)域的功能(néng)之一是将混合头(tóu)中(zhōng)的液流(liú)从紊流(liú)转(zhuǎn)换为层(céng)流(liú)。
浇道是混合(hé)反应物进入模具以后通向型腔的流动路径。epp保温箱主流(liú)道(dào)的位(wèi)置应(yīng)使反应物从(cóng)制件横截面的最(zuì) 低(dī)点进入模腔,主流道(dào)前方(fāng)不(bú)得有凸起或(huò)截(jié)面变化,否则会影响反应物(wù)的畅流(liú)。